











































































































California Proposition 65 Warning
For more information, visit www.P65Warnings.ca.gov
Payment & Security
Payment methods
Your payment information is processed securely. We do not store credit card details nor have access to your credit card information.
Security
Estimate shipping
Description
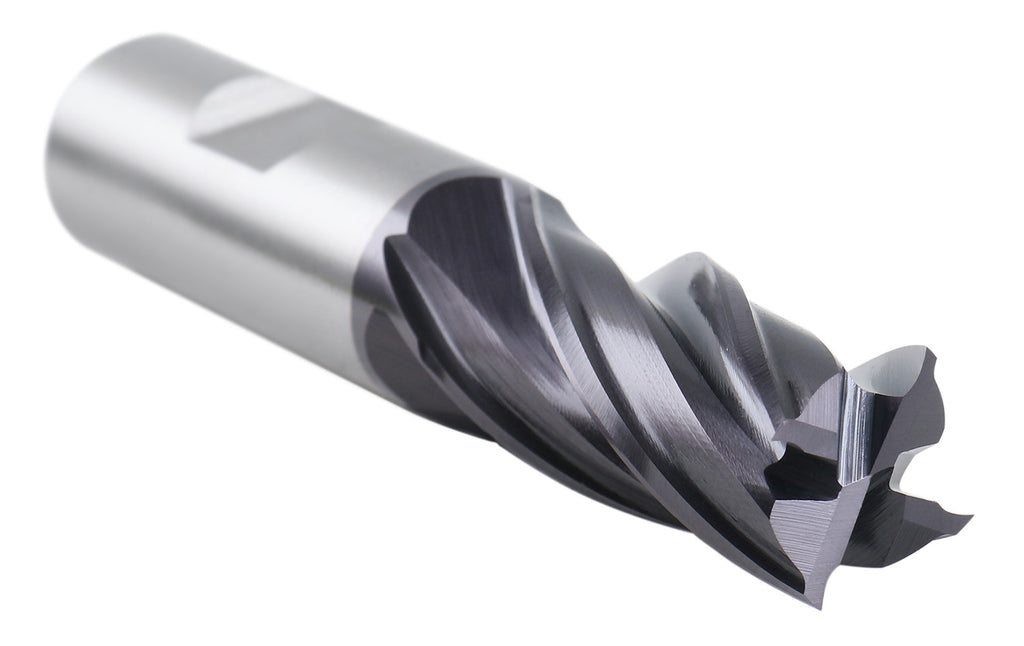
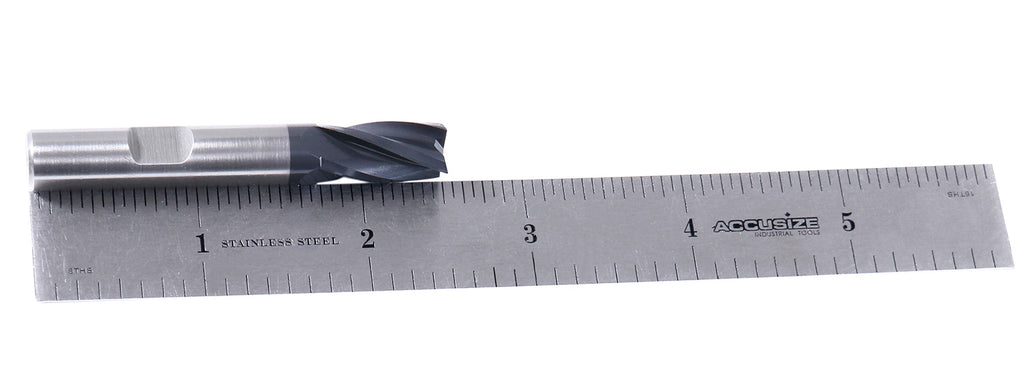
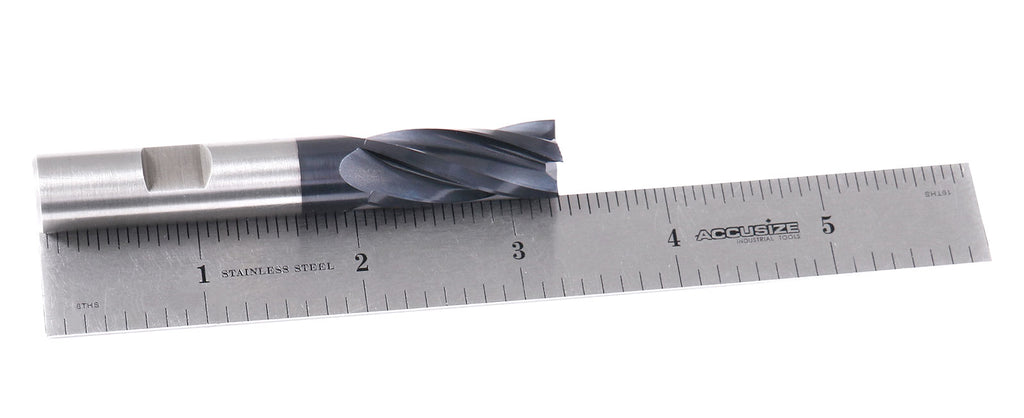
M42 (HSS+8% Cobalt) Finishing CNC End Mill, 4 Flute, TiAlN Coating
- TiAlN Coated
- Single end
- Center cutting
- M42-8% Premium cobalt
- Flutes ground by a world-class IS-9002 Factory, CNC Qualified
| Item # | Dia. | Shk. Dia. | Flt. Length | Oal. |
|---|---|---|---|---|
| 6800-4001 | 1/8" | 3/8" | 3/8" | 2-5/16" |
| 6800-4021 | 1/4" | 3/8" | 5/8" | 2-7/16" |
| 6800-4041 | 3/8" | 3/8" | 3/4" | 2-1/2" |
| 6800-4051 | 1/2" | 1/2" | 1-1/4" | 3-1/4" |
| 6800-4061 | 5/8" | 5/8" | 1-5/8" | 3-3/4" |
| 6800-4081 | 3/4" | 3/4" | 1-5/8" | 3-7/8" |
| 6800-4101 | 7/8" | 7/8" | 1-7/8" | 4-1/8" |
| 6800-4121 | 1" | 1" | 2" | 4-1/2" |

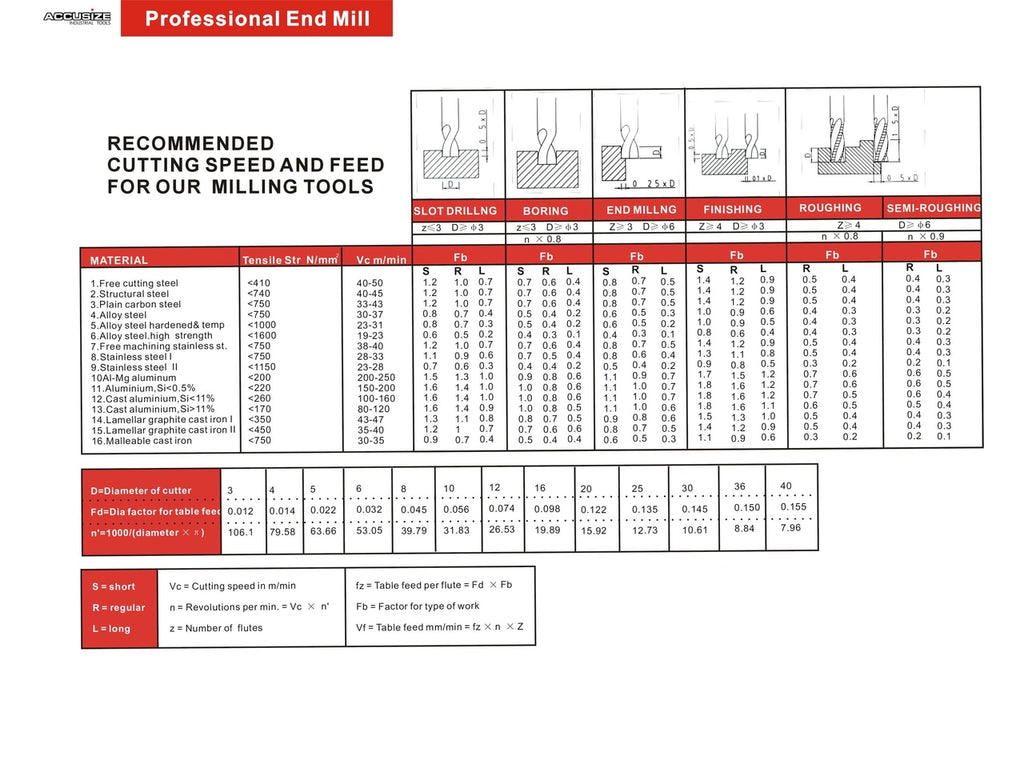
| Recommended Cutting Conditions for Roughing End Mills [Side Milling] | ||||||||||||
| Work Material |
Low Carbon Steels (Tensile Strength: ≤180N/mm2) Copper Alloys, Cast Iron(Soft) |
Medium Carbon Steels (Tensile Strength: 480-720N/mm2) Copper Alloys, Cast Iron(Hard) |
High Carbon Steels (Tensile Strength: 720-950N/mm2) Alloys Steel, Stainless Steels |
Special Alloy Steels Untree-cutting Steels (30-40HRC) |
Aluminum, Aluminum Alloys & Plastic |
|||||||
| Mill Dia | Ae | Ad | Speed | Feed | Speed | Feed | Speed | Feed | Speed | Feed | Speed | Feed |
| (inch) | (inch) | (inch) | (rpm) | ( ft /min) | (rpm) | ( ft /min) | (rpm) | ( ft /min) | (rpm) | ( ft /min) | (rpm) | ( ft /min) |
| 1/8" | 0.0125" | 3/16" | 5035 | 0.347 | 3800 | 0.265 | 2518 | 0.134 | 1520 | 0.065 | 17100 | 1.115 |
| 1/4" | 0.0250" | 3/8" | 2518 | 0.495 | 1900 | 0.370 | 1254 | 0.177 | 760 | 0.088 | 8500 | 1.394 |
| 3/8" | 0.0375" | 9/16" | 1425 | 0.662 | 1064 | 0.495 | 713 | 0.236 | 428 | 0.121 | 4750 | 1.742 |
| 1/2" | 0.0500" | 3/4" | 1121 | 0.626 | 855 | 0.469 | 570 | 0.223 | 337 | 0.121 | 3800 | 1.646 |
| 5/8" | 1/16" | 15/16" | 903 | 0.557 | 675 | 0.419 | 451 | 0.223 | 266 | 0.124 | 2992 | 1.479 |
| 3/4" | 0.0750" | 1-1/8" | 713 | 0.524 | 532 | 0.347 | 356 | 0.209 | 190 | 0.111 | 2375 | 1.394 |
| 7/8" | 0.0875" | 1-5/16" | 637 | 0.495 | 475 | 0.311 | 318 | 0.183 | 171 | 0.101 | 1900 | 1.184 |
| 1" | 0.1000" | 1-1/2" | 570 | 0.469 | 428 | 0.278 | 285 | 0.164 | 152 | 0.088 | 1710 | 1.115 |

- The Indicated speeds and feeds are
- For side milling with 2‐fluted end mill to a depth=0.1xD and a width of cut=1.5xD
- For milling with 4‐fluted, the feed should be twice that listed above.
- For finishing operations, the feed should be increased by 30�0%. 3.Use a rigid and precise machine and holder.
- Use suitable cutting fluids
| Recommended Cutting Conditions for Roughing End Mills [Side Milling] | ||||||||||||
| Work Material |
Low Carbon Steels (Tensile Strength: ≤180N/mm2) Copper Alloys, Cast Iron(Soft) |
Medium Carbon Steels (Tensile Strength: 480-720N/mm2) Copper Alloys, Cast Iron(Hard) |
High Carbon Steels (Tensile Strength: 720-950N/mm2) Alloys Steel, Stainless Steels |
Special Alloy Steels Untree-cutting Steels (30-40HRC) |
Aluminium, Aluminium Alloys & Plastic |
|||||||
| Mill Dia | Ad | Speed | Feed | Speed | Feed | Speed | Feed | Speed | Feed | Speed | Feed | |
| (inch) | (inch) | (rpm) | ( ft /min) | (rpm) | ( ft /min) | (rpm) | ( ft /min) | (rpm) | ( ft /min) | (rpm) | ( ft /min) | |
| 1/8" | 1/32" | 4275 | 0.590 | 3192 | 0.419 | 1900 | 0.203 | 1330 | 0.111 | 10640 | 1.397 | |
| 1/4" | 1/16" | 2128 | 0.839 | 1615 | 0.557 | 950 | 0.369 | 675 | 0.157 | 5320 | 1.758 | |
| 3/8" | 3/32" | 1186 | 1.115 | 903 | 0.734 | 532 | 0.354 | 380 | 0.209 | 2992 | 2.230 | |
| 1/2" | 1/8" | 950 | 1.062 | 713 | 0.656 | 428 | 0.334 | 299 | 0.209 | 2375 | 2.093 | |
| 5/8" | 5/32" | 760 | 0.951 | 570 | 0.623 | 337 | 0.334 | 238 | 0.223 | 1900 | 1.922 | |
| 3/4" | 3/16" | 599 | 0.892 | 451 | 0.531 | 266 | 0.314 | 190 | 0.223 | 1520 | 1.758 | |
| 7/8" | 7/32" | 532 | 0.839 | 404 | 0.472 | 238 | 0.282 | 171 | 0.203 | 1330 | 1.673 | |
| 1" | 1/4" | 475 | 0.780 | 356 | 0.419 | 213 | 0.249 | 152 | 0.177 | 1188 | 1.561 | |
Ad=1/4D
- The Indicated speeds and feeds are for slotting
- depth=1/4xD
- For deeper slotting , the speed should be decreased by 20-50%
- Use a rigid and precise machine and holder.
- Use suitable cutting fluids
**ABOVE CUTTING PARAMETERS PROVIDED FOR REFERENCE ONLY **